Att spara pengar på verktyg såsom skärande stål, backar och andra förslitningsartiklar är inte lönsamt.
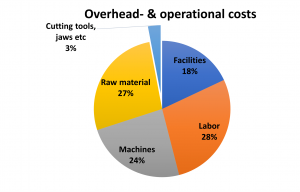
Kvalitetsprodukter såsom Rindex och rätt skärande verktyg minskar både maskin- och arbetskostnader, som tillsammans utgör 50% av en verkstads totalkostnader.
Att öka maskinens drifttid och metallborttagningshastighet har en enorm inverkan på de totala kostnaderna. Genom att investera i kvalitetsverktyg kan man uppnå detta genom att externalisera den interna inställningstiden.
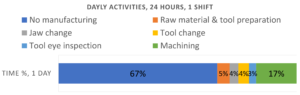
Endast 4 timmar av ett typiskt 8 timmars skift består av maskintid.
Ett maskinstillestånd på 4 timmar består av inre ställtider, såsom backbyte, byte av råmaterial, verktyg, mätning och omarbetning.
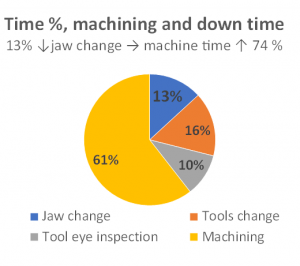
Intern inställningstid VS. tillverkningstid
Genom att omvandla inre ställ till yttre ställfinner vi att:
Rindex multikäftar kommer att öka maskinens drifttid med 21 %, genom att lägga till 13 % tid för byte av käftar till 61 % maskinens drifttid, vilket motsvarar:
- 10 % ökad bruttomarginal
- om 50 €, Varje dag.
- eller . 11 500 € per år och maskin


Minimalt antal inställningar och förändringar över tiden
- Grunbackar centreras på mindre än en minut
- Toppbackar som kan anta 12 olika positioner
- Backbyte på under en minut
- Byte av hårda eller mjuka toppbackar går på en minut, om det behövs.
Inköpskostnad VS. användarkostnad
Användning av konventionella käftar VS. Rindex Multi Jaws under ett år.
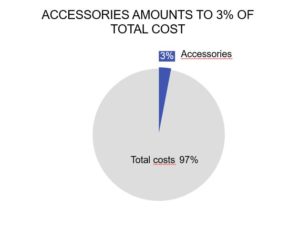
- Inköpskostnaden är 1,5 % av användarkostnaden vid användning av konventionella käftar.
- Inköps- och användarkostnader för Rindex multikäftar är endast 2,5 % jämfört med konventionella käftar.
För hårda och mjuka backar vid användning av Rindex Multi Jaws.
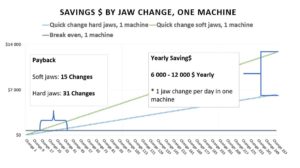
Gör en enkel vinstkalkyl
Med Rindex moterat på flera maskiner där käkbytena är mer frekventa, får du exponentiell avkastning.
Att spara pengar på verktyg, käftar och andra tillbehör leder till högre tillverkningskostnader, inte lägre.
Snabba på för att få snabbare avkastning.
Hur man gör det och när...
Tunnväggiga och/ eller ömtåliga detaljer kräver låg initial spännkraft.
Storlek, vikt och placering av backar påverkar spännkraften negativt när varvtalet ökar.
Handel med:
Spännkraft (kN) VS: Spindelhastighet (RPM)
När spännkraften sätts till 10 kN begränsas det maximala varvtalet till 1000 varv (för standardbackar på 10" chuck).
Detta påverkar antalet tillverkade detaljer per minut samt ytstruktur och verktygens livslängd.
Du kan inte följa rekommendationerna från leverantören av skärverktyg.
Producera X3 på nolltid
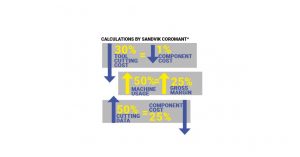
Motvikter kan öka skärdata med 3 ggr vilket är en 200% ökning.
En ökning med 200% motsvarar en 70% lägre komponentkostnad och en X3 ökning av bruttomarginalen.
Även om man använder ett genomsnittligt mått på en 50 % ökning av avverkningshastigheten för metall under.
Optimal kvalitet, kostnad, vinst och produktion.
Genom att utjämna Nm/RPM-kurvan kan du:
- använda samma spännkraft för alla verktyg
- välja optimal hastighet för:
- högsta kvalitet
- Lägsta produktionskostnad
- högsta vinst/del
- del/ minut
Den senaste tekniken för skärverktyg har haft en betydande inverkan på avverkningshastigheten. För små och medelstora detaljer är ett högt spindelvarvtal ofta ett bättre alternativ än matning och djup för att öka avverkningshastigheten.