
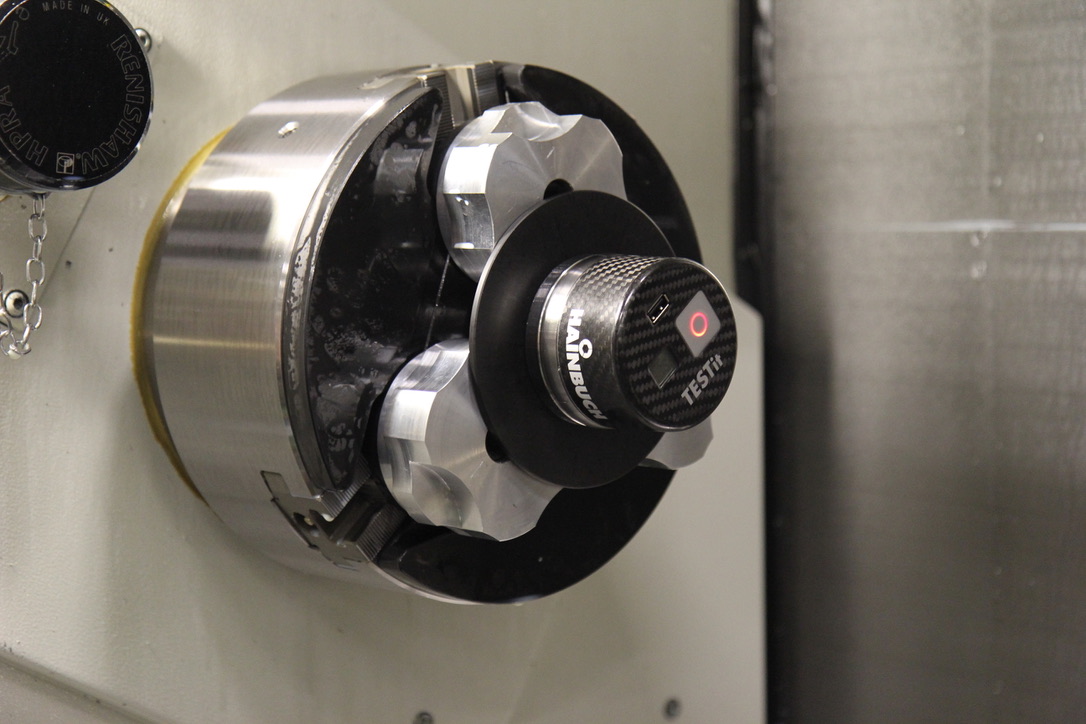
Centrifugalkraftkompensation - mjuk fastspänning
Alltid god marginal jämfört med kravspec
Förkorta leveranstiden genom att minska Slipning, omarbetning och mättid.
Använd stora och tunga käftar utan begränsningar i varvtal
Say Goodbye to Deformations
Tillverka tunnväggiga, ömtåliga delar utan klämmärken. Öka bearbetningstiden med färre kvalitetskontroller, omarbetningar och slipning.
Speed up - för snabba resultat
Cut cycle time in half by increasing RPM with heavy steel jaws.
Optimera.
Öka avverkningshastigheten, ytfinishen och/eller verktygets livslängd genom att optimera förhållandet mellan kN och RPM.
Quick Mount onto your chuck
Snabb installation på primär- eller subspindel. Ett enklare, mer dynamiskt och billigare alternativ till centrifugalkompenserande chuckar.
Rindex® motvikter
Ditt problem: Tillverkning av känsliga eller tunnväggiga delar med fina toleranser utan klämmärken.
Vår lösning: Använd stor omsluta mjuka käftar och lägga till kupévikter för mjuk fastspänning.
Ditt problem: Heavy jaws restricts turning posibilities.
Vår lösning: Use heavy jaws with counterweights for fast turning at low kN preassure.
Ditt problem: Problem with I.D. and O.D. diameter roundness for rings and tubes.
Vår lösning: Use minimal clamping force with counterweights. It improves I.D. and O.D. clamping
Framgångssagor
” Delarna tillverkades 2-3 gånger snabbare jämfört med traditionell svarvning. Detta innebär att vi lyckades öka bruttomarginalen med 100-150 % och sänka komponentkostnaden med 50-80%, bara genom att svarva snabbare."
* 3-4 times rounder details,
* No deformations,
* 2-3 timnes faster turning possible AND,
* Short set-up time

Våra senaste produkter kan skapa värden på fler än ett sätt. Ta del av andra företags erfarenheter vid skarp produktion med Rindex-systemet.

Inspireras av andra
Ta reda på hur verkstäder använder mpc's produkter för ökad produktivitet och vinst.
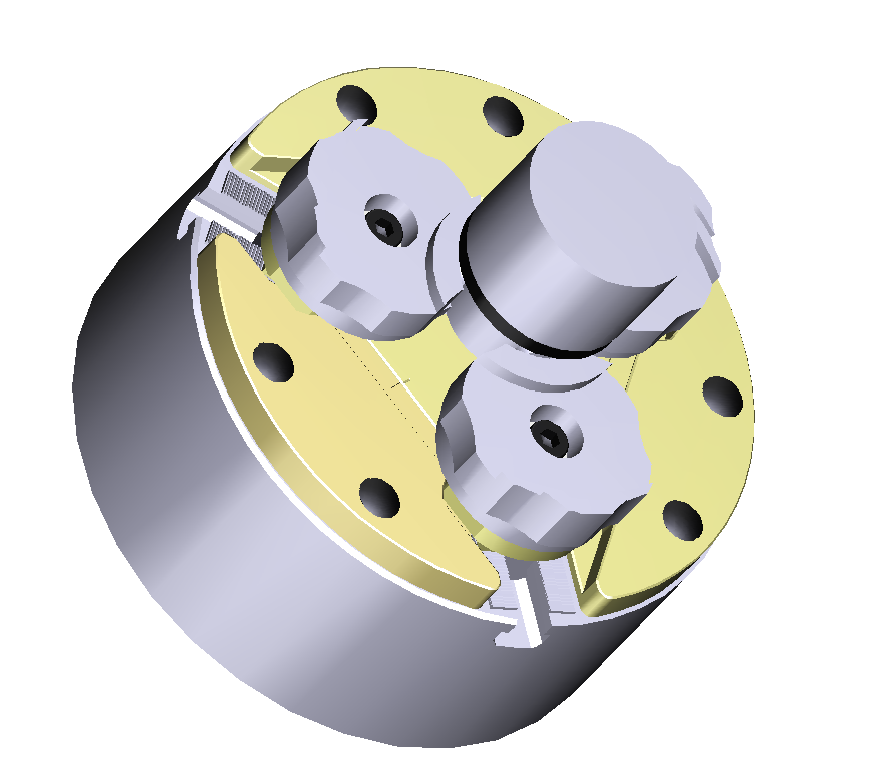
Modeller för din svarvchuck
Två modeller tillgängliga för dig
Vår Revolution modell gör det möjligt att använda Rindex Multi Jaws - den smarta byteslösningen. Spara tid när maskinen används eller står stilla, vilket kan ge 300 % högre bruttomarginal.
Vår Optimeringsmodell Du använder extra vikter för att kompensera för eventuella typer av överkäftar och för att uppnå optimalt spänntryck och varvtal för alla arbetsmoment.
Öka varvtal för ökad vinst. Använd Rindex Multi Jaws för att minska ställtider.
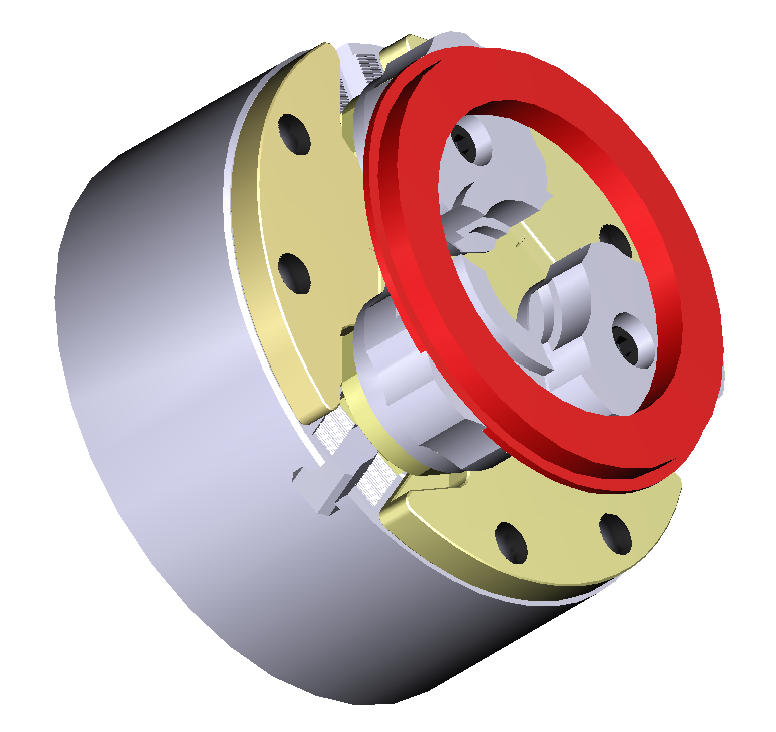
- Centrifugalkraftsreducering
- Chuckens maximala varvtal tillgängligt
- Kompatibel med Rindex Multi Jaws
- Grundback för hårda och mjuka backar
- Kompatibel med standardchuckar
- Olika storlekar och vikter valbara
- Chuckens center är skyddat
Tillbehör: Väska, uppspänningsverktyg, grundbackar till Rindex Multi jaws, t-nuts
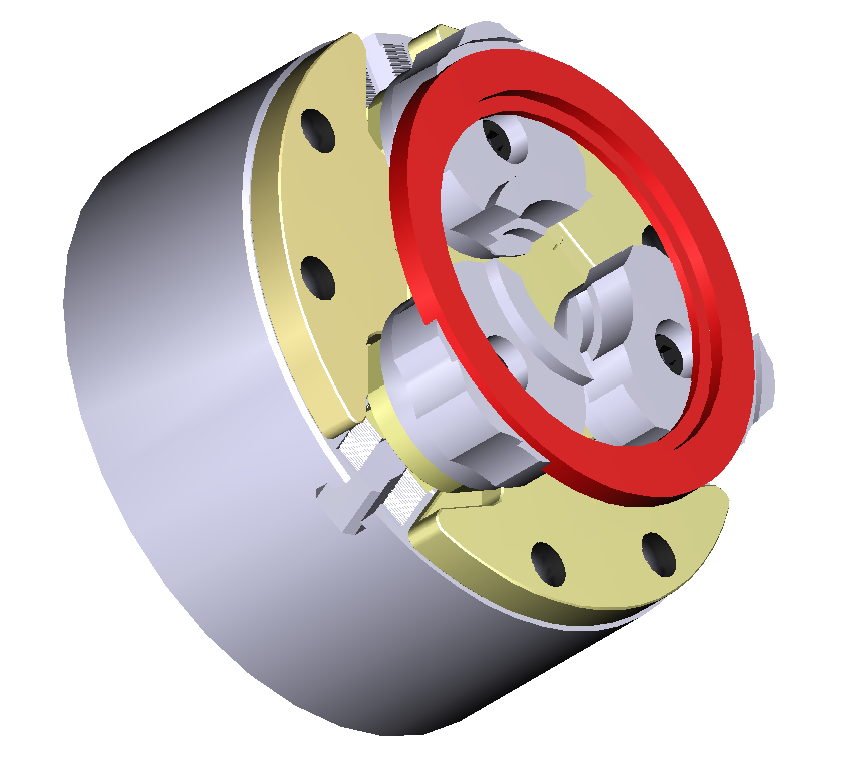
- Centrifugalkraftsreducering
- Chuckens maximala varvtal tillgängligt
- Kompatibel med Rindex Multi Jaws
- Grundback för hårda och mjuka backar
- Extravikter för optimerad skärdata
- För I.D. kompensation
- Ytterligare vikter för kompensation för överkäken
- Kompatibel med standardchuckar
- Olika storlekar och vikter valbara
Inkluderat: Väska, uppspänningsverktyg, 1 set grundbackar, t-nuts, spännkraftsmätare till låns, Ett set extravikter.
Minska slipning, omarbetning och mätningstid.
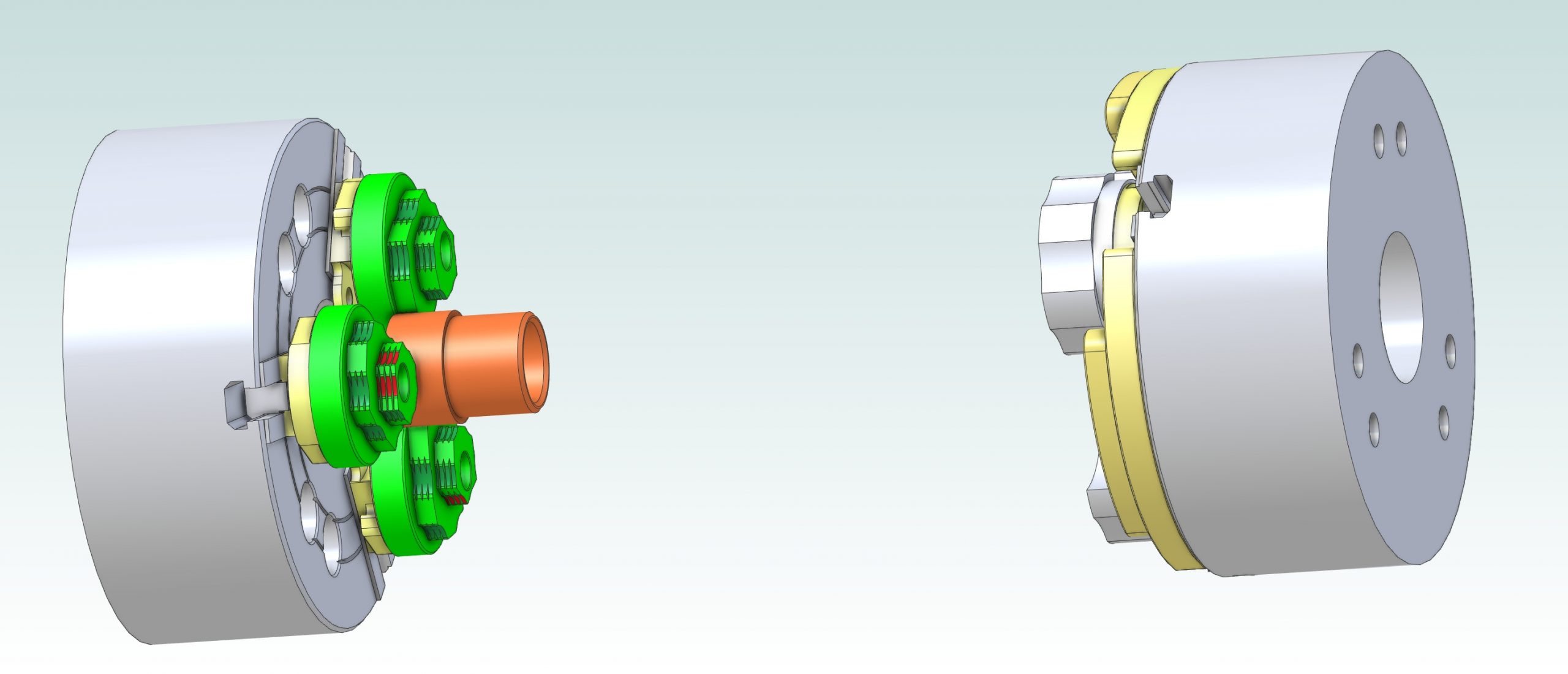
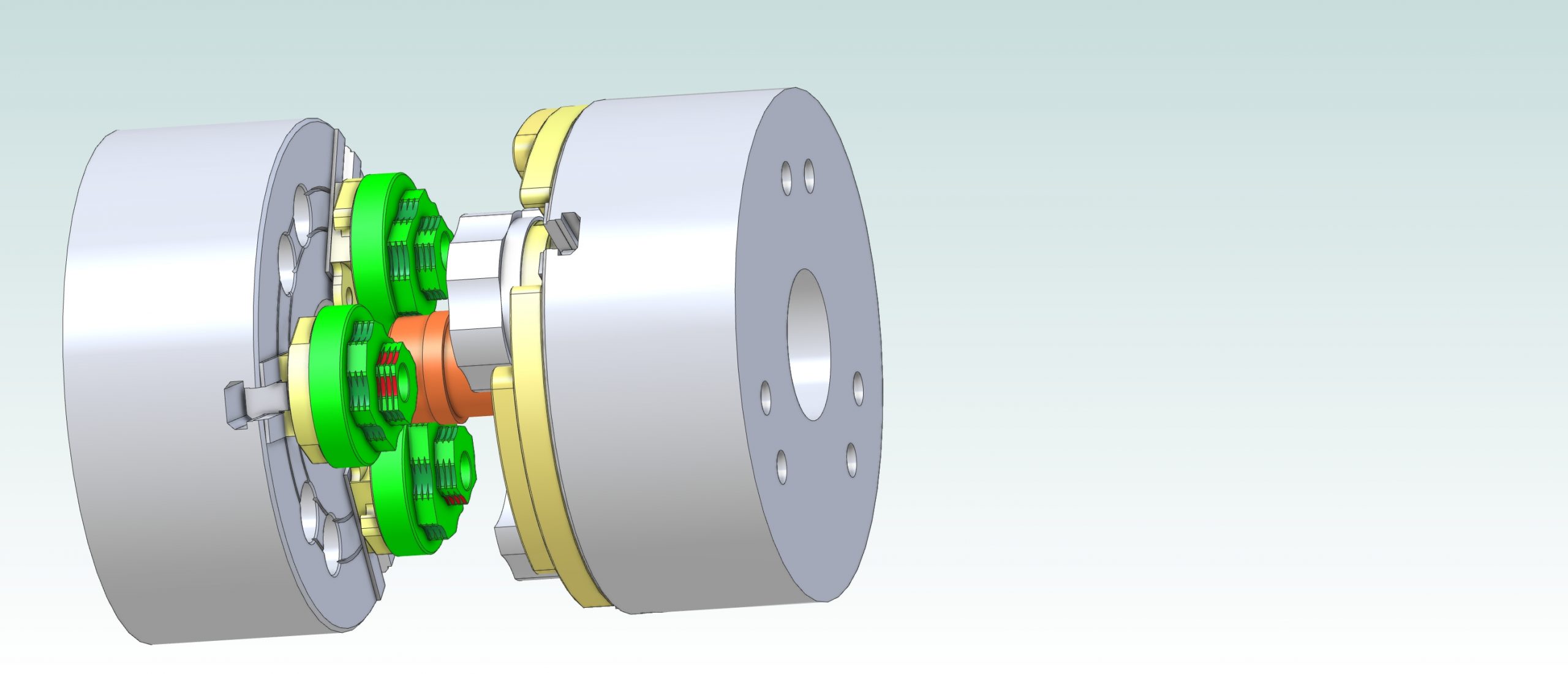
Rindex Counterweights - En djupdykning
Våra centrifugalkraftkompenserande vikter är verkligen revolutionerande. Rindex motvikter kommer att förbättra din produktionskvalitet och öka din produktionshastighet.
Genom att kombinera våra patenterade motvikter och Multi Jaws kan du tredubbla din produktivitet när du tillverkar känsliga delar där klämkrafterna är viktiga.
Ökad bearbetningstid innebär minskade kostnader, snabbare leveranser och mer konkurrenskraftiga priser. En klar vinst för både dig och dina kunder.
Läs mer...
Håll dig väl inom toleranskraven när du hanterar mjuka och/eller tunnväggiga material. Tillverka runda delar med utmärkt finish utan klämmärken genom att minska de initiala klämkrafterna.
Kompromissa inte
Följ instruktionerna från leverantören av skärverktyg utan att välja mellan klämkraft och varvtal.
Välj spännkraft och varvtal utan hänsyn till backarnas tyngd eller position. Detaljen kommer sitta på plats.
Ny teknik för skärverktyg gör det möjligt att uppnå ännu högre spindelhastigheter utan att behöva byta verktyg lika ofta på grund av förslitning. Så länge kostnaden för verktyg och tiden för verktygsbyte är mindre än den ökade bearbetningstiden bör du öka spindelhastigheten i enlighet med detta.
Spindelhastigheten är omvänt proportionell mot tiden när du ställer in matningshastigheten per varv. Om du kan fördubbla spindelhastigheten halveras cykeltiden.
Detta påverkar finbearbetningen eftersom spindelhastigheten begränsas vid låga spännkrafter på grund av de centrifugalkrafter som orsakas av käftarna.
Fokusera på dina affärsmål
Maximera affärsvärdet genom att optimera skärdata genom spindelhastighet.
Fokusera på:
- Låg produktionskostnad - Högre vinster
- Högkvalitativ produktion - Kundnöjdhet
- Maximal produktion - kortare leveranstid
Lätt att göra rätt
De flesta delar kräver flera operationer med olika skärverktyg, var och en med optimal spännkraft och spindelhastighet.
Med Rindex motvikter kan du justera klämkraften genom att lägga till och ta bort extra vikter. Den optimala spännkraftskurvan kan användas för varje verktyg, vilket innebär en konsekvent högkvalitativ produktion utan att justera den ursprungliga spännkraften.
Läs våra framgångshistorier och lär dig mer om hur det går till. här.
Bli kundens #1 leverantör
Ta på dig fler jobb och svårare uppgifter. Effektiviteten ger mindre stillestånd och ökad kapacitet. Nå ut till fler kunder och öka din affärsverksamhet.
Inspektion och felkorrigering av pågående arbete tar upp till 50% av den interna inställningstiden. Mer konsekventa processer innebär färre fel och mindre tid för inställningar.
Rindex-systemet gör det möjligt att standardisera kN/RPM-inställningar för olika verktyg och arbetsmoment och enkelt dela ut dem till maskinister med olika kunskaps- och erfarenhetsnivåer. Dessa maskinister behöver då inte oroa sig för att göra misstag vid inställningen som leder till förlorad tid och produktivitet.
Med den senaste generationen skärande verktyg kan spännkrafter reduceras för ett flertal operationer. Genom att kombinera:
- De bästa skärande verktygen för jobbet, med...
- Rindex Multi-Jaws, med 100 % omslutningsyta…
- med ett högfriktionsmaterial på backarna, såsom aluminium, och...
- Rindex motvikter, ...
kan man närma sig 0 kN i spännkraft, med högsta möjliga kvalitet som resultat. Glöm inte att tumla råmaterialet först för bästa resultat.
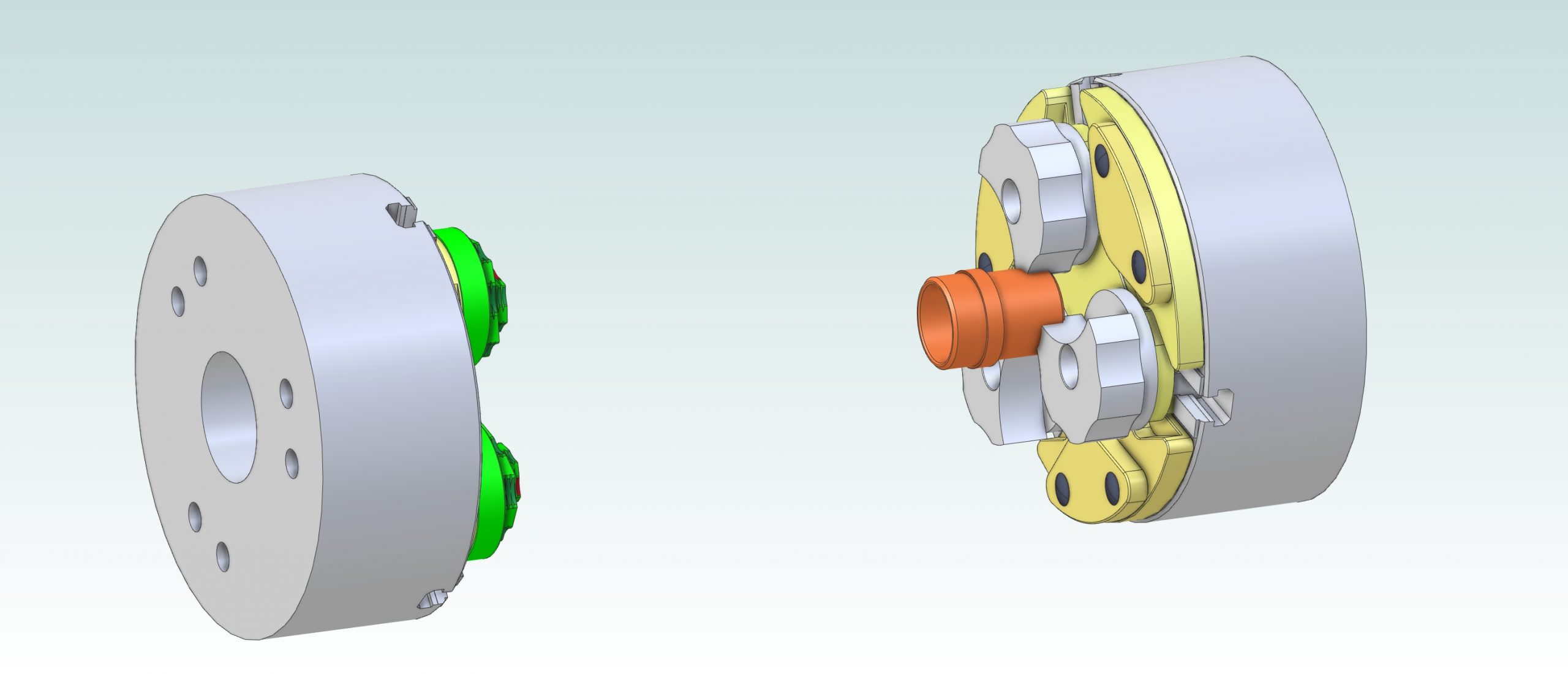
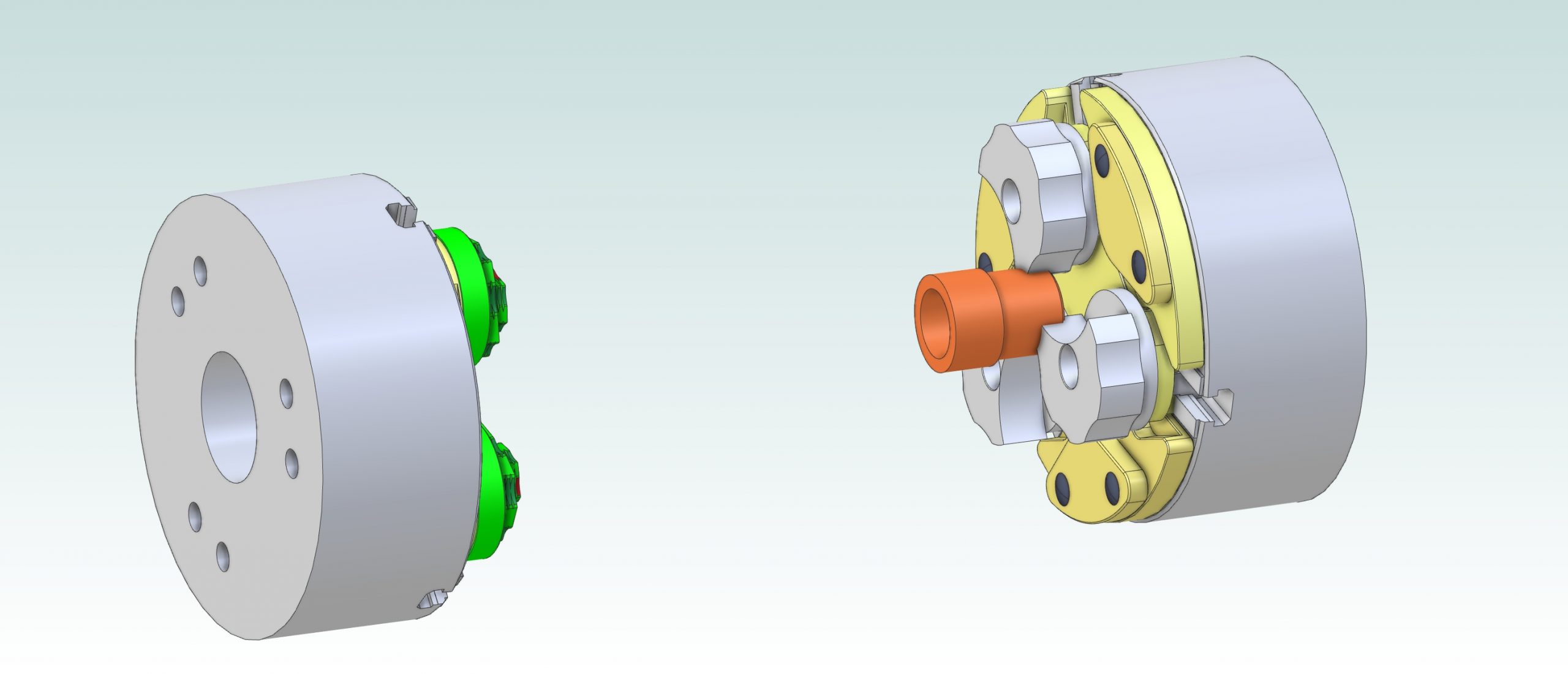
Snabba backbyten
Motvikter kan monteras på er primär- eller subspindel.
Ingen monteringskostnad
Snabb montering och nedmontering med ett särskilt uppstpänningsverktyg.
Minska ert chuckunderhåll
Våra motvikter sluter chuckens yta för spån vilket minskar nödvändigt underhåll
- Korta leveranstider
- Snabba delleveranser
- Inga tryckmärken
- Perfekt ytstruktur
"Från denna studie av effekten av spindelhastighet och matningshastighet på ytjämnheten hos kollegerade stål kan man dra slutsatsen att bättre ytfinish kan uppnås genom att vrida kollegerade stål med låg matningshastighet och höga spindelhastigheter."
(N. Satheesh Kumar et al., Procedia Engineering, 2012)
Skärverktygsteknik som möjliggör höghastighetsbearbetning.
Det är slut på kompromissen mellan metallborttagningshastighet (MRR) och verktygslivslängd. På grund av rekommendationer från leverantörer av skärverktyg har tillverkarna varit försiktiga med att använda maskinerna fullt ut på grund av kortare livslängd på skärverktygen. Anledningen är enkel - skär kostar pengar och, vilket är mycket viktigare, det tar tid att byta dem.
Men, Om ökningen av antalet delar per minut är större än förlusten av operatörstid och kostnaden för insatsen, bör du öka MMR när det är möjligt.
Den senaste tekniken för skärverktyg gör det möjligt att byta snabbare, förlänga verktygens livslängd, effektivare kylteknik och högre skärhastigheter.
Eftersom de senaste skärverktygen (snabbbytbara, långvariga, kylmedelsbesparande) tillåter högre hastigheter (varvtal) gör de analysen enkel för oss.
(Motvikterna har den största potentialen när käftarna påverkar centrifugalkraften så att den potentiella hastighetsökningen inte kan uppnås på grund av förlust av klämkraftsgränsen).
Ett exempel:
Verktyg
Arno-Werkzeuge USA LLC:Tid för byte av skärverktyg från 7 till 1 minut (Läs här)
Sandvik Coromant: Ökar livslängden för skärverktyg med 50-200% (genomsnitt 100%), jämfört med konkurrensen (Läs studien här)
MPC Automation Systems: Öka varvtalet med 50 - 200 % (genomsnitt 100%)
Verksamheter
Maskinen kostar en timme: $ 80 per timme, $ 1,33 per minut
Utbyten per dag: 6
Konventionell svarvning
7 minuter * 6 byten * $ 1,33 = $ 56
Användning av snabbväxlingsinsatser
1 minut * 6 byten * $ 1,33 = $ 8
Användning av långvariga insatser (utan snabbbyte)
7 minuter * 6 byten* 0,5 (100% ökning av verktygets livslängd) * $ 1,33 = $ 28
Användning av långvariga insatser (med snabbväxling)
1 minut * 6 byten * 0,5 (100% ökning av verktygets livslängd) * $ 1,33 = $ 4
Med motvikter (MRR), (utan långvariga insatser)
1 minut * 6 byten* 0,5 (100 ökning av MRR) * $ 1,33 = $ 4
Med motvikter (MRR), (med långvariga insatser)
1 minut * 6 byten* 0,5 (100% ökar verktygets livslängd) * 0,5 (100 ökning av MRR) * $ 1,33 = $ 2
Resultat: Om du använder snabbväxlingsskär och utnyttjar den extra livslängd som tillhandahålls av till exempel Sandvik Coromants skärverktyg bör du kunna öka metallborttagningshastigheten mycket genom att öka varvtalet.
Med nya skärinsatser med snabbväxling kan man minska tiden för byte från 5 minuter till under en minut, enligt Arno-Werkzeuge USA LLC.
De senaste skär och kyltekniken kan öka verktygslivslängden med upp till 200%, enligt Sandvik Coromant.
Även om de flesta av citaten nedan gäller fräsning kan man anta att det även gäller för CNC-svarvarvar. Källa: CNC-kokbok
Att välja verktyg, matningshastighet, skärdjup och spindelhastighet är den svåraste uppgiften som en maskinist gör dagligen, enligt en undersökning som CNC Cookbook har gjort. Det finns helt enkelt för många variabler att ta hänsyn till.
Ungefär 25 % av operatörerna väljer hastigheter och matningar efter "standardskärningar", "tumregel" eller efter "ljud och känsla". Det är onödigt att säga att detta tillvägagångssätt inte kommer att leda till en optimal avverkningshastighet.
Det finns många programvaror som ger dig en grov uppskattning, men de flesta av dem är förenklade och/eller föråldrade och tar inte hänsyn till företagets övergripande mål, dvs. hög bruttovinst, bästa ytfinish, lägsta möjliga cykeltid, lång verktygslivslängd osv.
Till exempel rekommenderar verktygsleverantörer ofta skärdata som ökar verktygslivslängden utan att ta hänsyn till avverkningsgraden. Med ny teknik för "snabbväxling" av skärverktyg kan tiden för byte minskas från 5 minuter till under en minut, enligt SECO. Dessutom kan de senaste skärverktygsinsatserna och kyltekniken öka verktygslivslängden med upp till 200%, enligt Sandvik Coromant.
Slutsats
Använd mer avancerad programvara när du beräknar hastigheter och matningar, ta hänsyn till de övergripande affärsmålen, välj verktyg och insatser på ett klokt sätt och öka MRR för att minska cykeltiden så ofta som möjligt.
Hastigheter och matningar för svarvar
Varje verkstad är unik
Ta reda på hur ditt företag kan förbättra effektiviteten genom att titta på allmänna uppgifter från tillverkningsindustrin, t.ex. omkostnader, tid som läggs ner på olika operationer, viktiga ekonomiska indikatorer (komponentkostnad, bruttomarginal) osv.
Beräkna er vinst:
Varje verkstad är unik
Följande exempel bygger på antaganden. Ta reda på hur ditt företag kan dra nytta av Rindex genom att klicka på "Beräkna vinst" eller genom att klicka på "Framgångshistorier" under "Varför Rindex" i toppmenyn.
Läs mer...
Normal produktion = 50 stycken i timmen (32% i cirkeldiagrammet till vänster).
Genom att minska omarbeten (21%), inspektionstid (8%) och backbyten (13%) kan ni tillverka 65 detaljer extra i timmen. Det är en ökning med 131% som motsvarar 115 detaljer i timmen.
När man vänder 2 gånger snabbare = 115 * 2= 230 bitar kan man göra.
Det ökar antalet delar per minut med 360%. Enligt Sandviks beräkningar motsvarar det en ökning av bruttomarginalen med 180%, eller...
En minskning av komponentkostnaden med 78%.
Minska komponentkostanden med upp till 85+ %,
genom att... öka varvtalet med... . 3 gånger,
Minska omarbeten, inspektionstid och backbyten.
Vilket resulterar i ... 300% ökning av bruttomarginalen.
https://www.sandvik.coromant.com/sv-se/services/manufacturing/pages/default.aspx
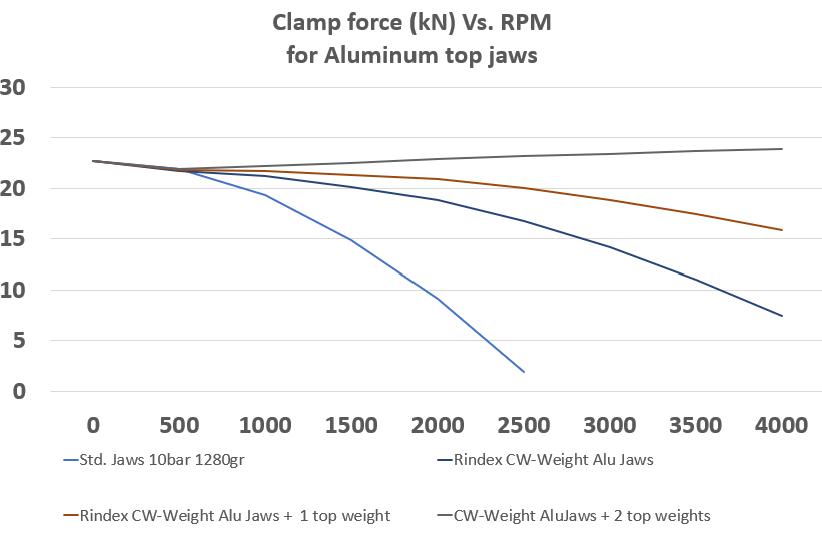
Tunnväggiga och/ eller ömtåliga detaljer kräver låg initial spännkraft.
Storlek, vikt och placering av backar påverkar spännkraften negativt när varvtalet ökar.
Ökat maskinutnyttjade och skärdata har enormt genomslag på företagets totalkostnader.
Handel med:
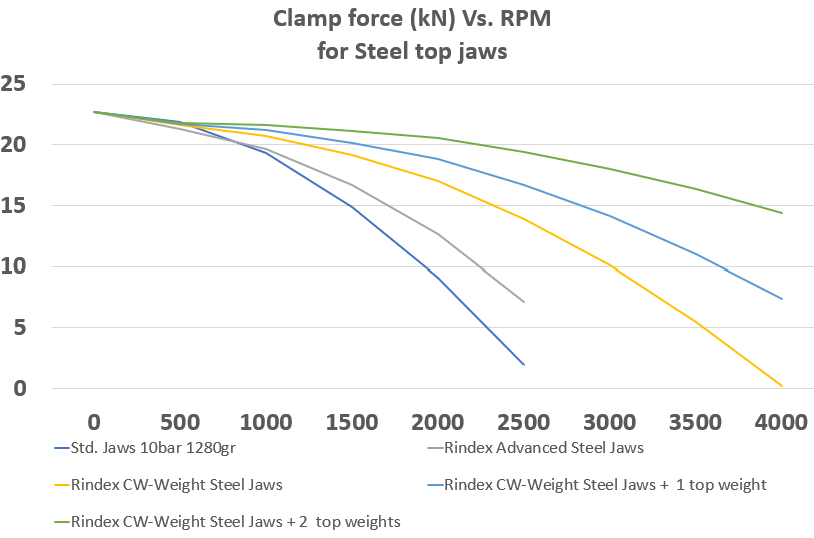
Spännkraft (kN) VS. Varvtal (RPM)
När spännkraften sätts till 10 kN begränsas det maximala varvtalet till 1000 varv (för standardbackar på 10" chuck).
Detta påverkar antalet tillverkade detaljer per minut samt ytstruktur och verktygens livslängd.
Ni kommer inte att kunna tillverka komponenter i enlighet med rekommendationer från t.ex. er verktygsleverantör.
Endast 4 timmar av ett typiskt 8 timmars skift består av maskintid.
Genom ökat varvtal kan ni producera mycket mer under de 2 timmarna.
Öka skärdata och vinst
Motvikter kan öka skärdata med 3 ggr vilket är en 200% ökning.
Det medför en minskad komponentkostnad med 70% och en tredubblad ökning i bruttomarginal.
När ni tillverkar högkvalitativa detaljer utan klämmärken och deformationer kan ni:
- Minska omarbeten
- Minska mättiden
- Eliminera kassationer och därmed...
- Beställa mindre råmaterial som lagerhålls
Er maskintid är extremt värdefull. Så är även era befintliga kundkontakter och er förmåga att skaffa nya.
By increasing productivity (turn faster) and quality (soft clamping), you will be able to take on more customers.
Varje verkstad är unik
Vilket värde våra motvikter kommer ge just ert företag beror på er typ av tillverkning. Ju mer ni är villiga att frångå ert nuvarande tillverkningssätt desto mer pengar finns att hämta.
Vid tillverkning av enklare komponenter kan våra enklare motvikter användas för att öka varvtalet och/eller spänna lösare. Då de är enkla att spänna upp och använda behövs ingen ingående optimeringsanalys av skärdata, varvtal och spännkrafter.
Om ni däremot tillverkar mer komplicerade detaljer som kräver många (och ev. långa) operationer bör optimering av skärdata övervägas, särskilt för återkommande jobb. Genom att experimentera med extravikter kan ni hitta den jämvikt där era skärande verktyg presterar på toppnivå med rätt varvtal och spännkraft.
Genom att investera i framtida teknologi idag kommer ni ligga steget före era konkurrenter imorgon.
Gör en enkel vinstkalkyl
Om Rindex monteras i flera maskiner där backbyten sker ofta får ni exponetiell avkastning. Gör era egna kalkyler enkelt här.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}